Производственный
процесс
1
фарфоровой массы
Совместный помол каменистых и глинистых материалов.
Получение фарфоровой массы из керамического шликера.

2
изделия
Фарфоровая масса проходит стадию проверки.
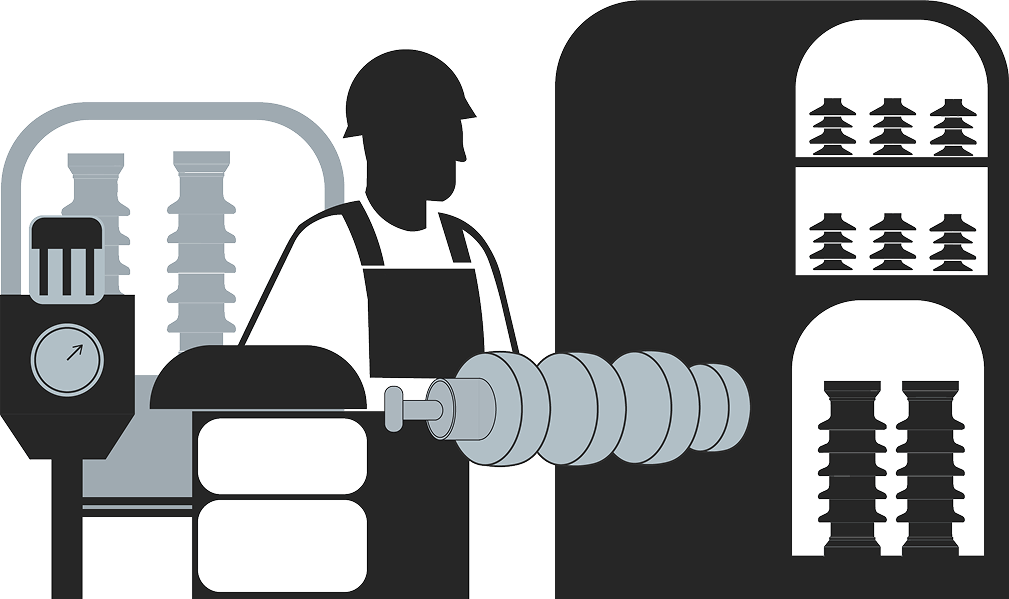
Вытяжка заготовок изоляторов на вакуум-прессе.

3
изоляторов
4
изоляторов
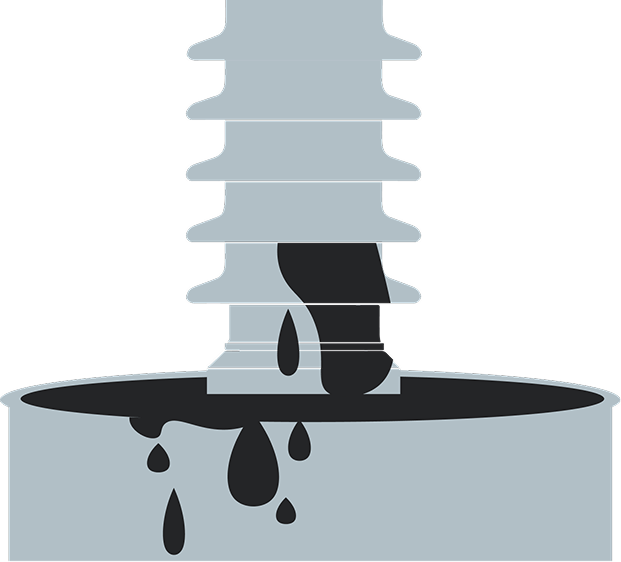
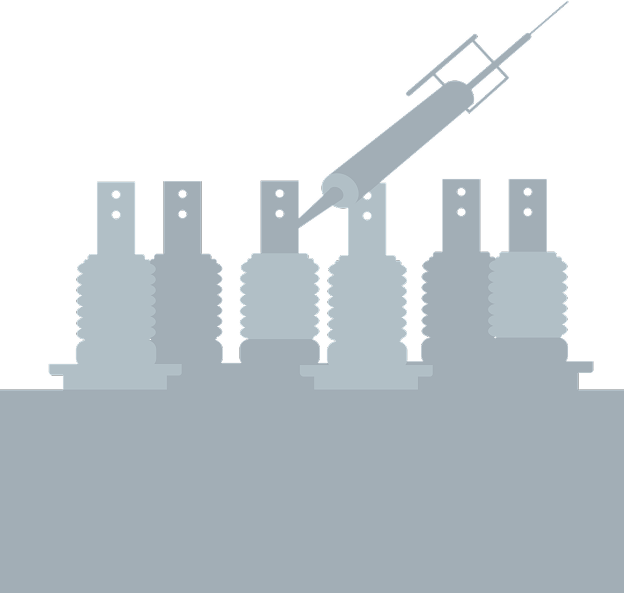
По требованию заказчика изоляторы покрываются белой или коричневой глазурью.
5
изоляторов
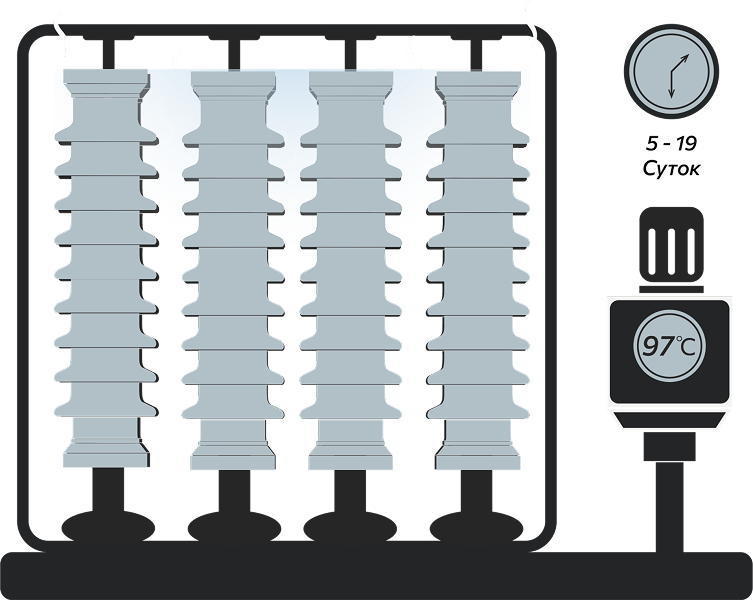
Продолжительность сушки от 5 до 19 суток при максимальной температуре 97°С.
6
Изоляторы обжигаются в туннельных и камерных печах. Продолжительность обжига — около 6 суток. Максимальная температура обжига — 1320 °С.

7
шлифовка
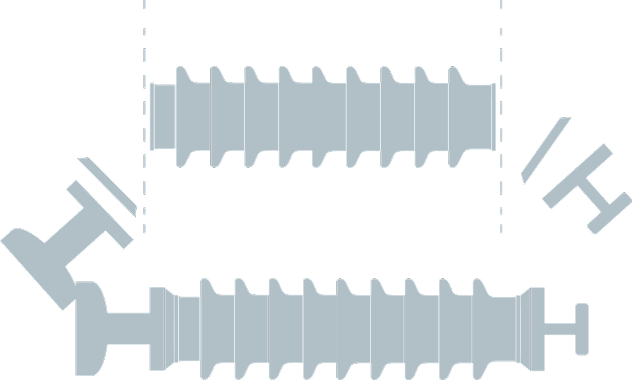
Обрезка технологических припусков стержневых изоляторов.
Шлифовка крупногабаритных покрышек.
8
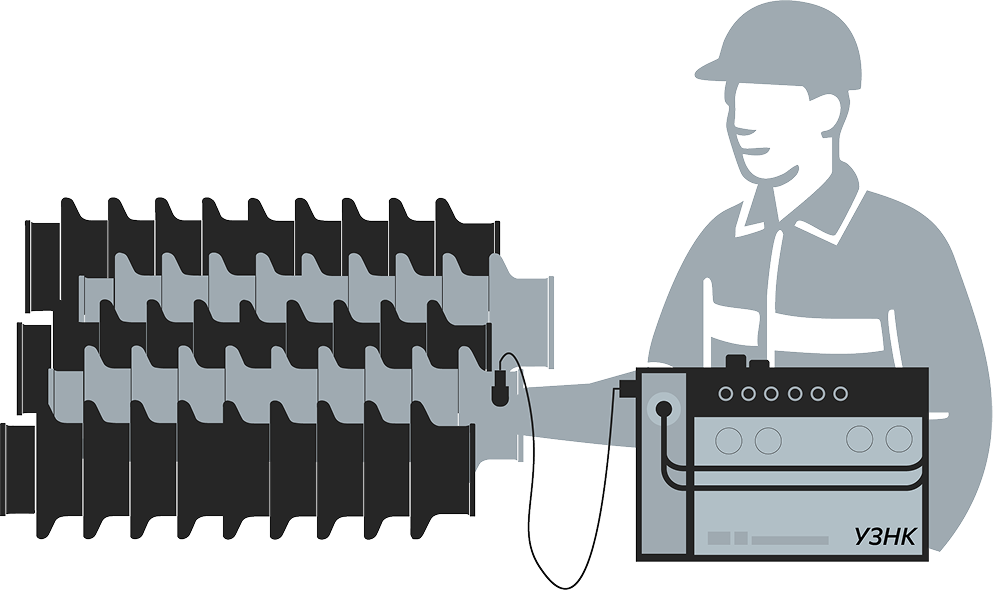
После отрезки технологических припусков все стержневые изоляторы подвергаются проверке УЗНК.
Скорость распространения ультразвука фиксируется в паспорте изолятора. При обследовании в аксиальном сечении выявляются внутренние дефекты фарфора.
9
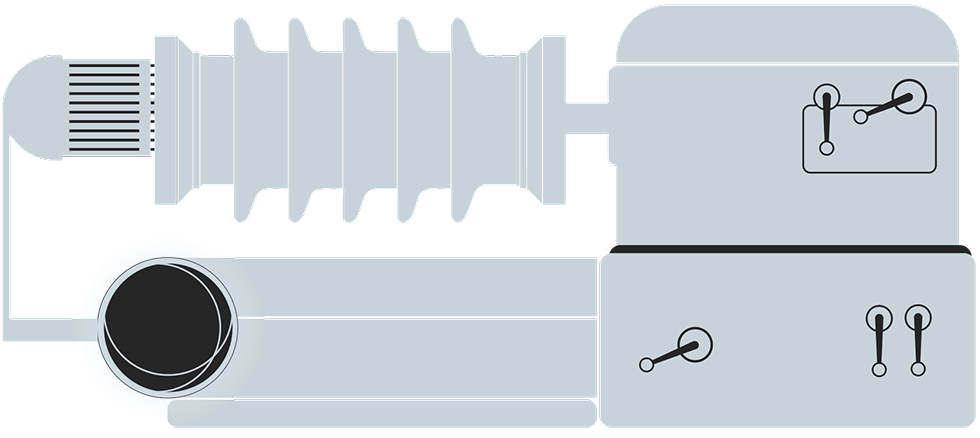
Изоляторы комплектуются чугунными или алюминиевыми фланцами. Армирование производится раствором на основе портландцемента марки ПЦ-500 Д0.
10
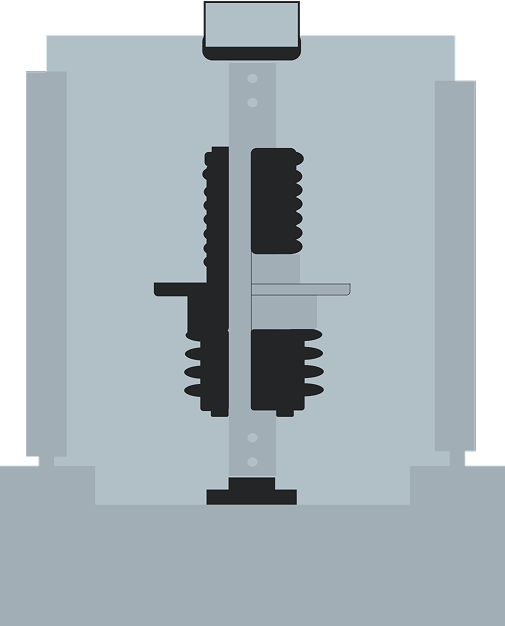
Приемосдаточные испытания.
процесс
1
фарфоровой массы
Совместный помол каменистых
и глинистых материалов.
Получение фарфоровой
массы из керамического шликера
2
изделия
Фарфоровая масса проходит
стадию проверки
Вытяжка заготовок изоляторов на вакуум-прессе
3
изоляторов
4
изоляторов
По требованию заказчика изоляторы
покрываются белой или коричневой глазурью
5
изоляторов
Продолжительность сушки от 5 до 19 суток
при максимальной температуре 97°С
6
Изоляторы обжигаются в туннельных и камерных печах. Продолжительность обжига — около 6 суток.
Максимальная температура обжига — 1320 °С.
7
шлифовка
Обрезка технологических припусков
стержневых изоляторов
Шлифовка крупногабаритных покрышек
8
неразрушающий контроль
После отрезки технологических припусков все стержневые изоляторы подвергаются проверке УЗНК.
Скорость распространения ультразвука фиксируется в паспорте изолятора. При обследовании в аксиальном сечении выявляются внутренние дефекты фарфора.
9
Изоляторы комплектуются чугунными или алюминиевыми фланцами. Армирование производится раствором на основе портландцемента марки ПЦ-500 Д0
10
Испытания
Приемосдаточные испытания.